
21 min read
 Food Engineering's podcast provides you with exclusive and engaging industry coverage in an audio format. Recordings have been selected to keep food manufacturing and operations professionals up-to-date and informed. Our president, Kevin Mauger, was recently interviewed. On the podcast, Kevin explains how food-safe, side drive belt technology enables the most flexible, hygienic spiral and long run conveyors available for the food industry.
Food Engineering's podcast provides you with exclusive and engaging industry coverage in an audio format. Recordings have been selected to keep food manufacturing and operations professionals up-to-date and informed. Our president, Kevin Mauger, was recently interviewed. On the podcast, Kevin explains how food-safe, side drive belt technology enables the most flexible, hygienic spiral and long run conveyors available for the food industry.
You can CLICK HERE to listen to the podcast in its entirety, jump to a specific section/topic below or simply read on.
- Introduction & Overview of NCCAS & SideDrive Conveyor Co.
- New Technology: SideDrive Conveying
- Sanitary Spiral Conveying Configurations for Unlimited Flexibility
- Improving the Typical Sanitary Conveyor Design for Spiral Conveyors
- Sanitary Spiral Conveyor Demands: Easier to Clean, Less Cleaning Time, Eliminate the Threat of Recalls & Guarantee Food Safety
- Cleaning Costs & Time: Traditional Spiral Conveyor vs. SideDrive’s Spiral Conveyor
- A More Conducive Way to Address Elevation Changes, Complex In-feed and Outfeed Points
- Accommodating Floor Space Issues with Flexible, Modular Conveyor Designs
- Addressing Gentle Transfers and Limitless Length Modular Conveyor Builds
Introduction & Overview of NCCAS & SideDrive Conveyor Co.
Casey: Hello everyone, I’m Casey Lockland. Editor in chief at Food Engineering. Thank you for joining us for the Food Engineering podcast. Today's guest is Kevin Mauger, President of SideDrive Conveyor Co. Kevin leads the new business growth and product development strategy to help customers improve profitability and we will be discussing SideDrive Conveyor’s technology and its applications in the food and beverage processing market. Kevin, thank you for joining me today.
Kevin: Good Morning Casey, it's good to talk to you.
Casey: To start out with, can you give us a little bit of an overview of NCC Automated Systems and how it's grown during your time with the company?
Kevin: Yeah, sure no problem. NCC is a manufacturer and integrator in the food and packaging business. It's been around since 1986 and I've been there since 1994. I bought the company in 2006 and then made it an employee owned company in 2017. We have been through alot. When I joined the business in the early 90s we were in the 3-4 million dollar range a year, when I bought the business we were in the 5-6 and we are currently above 30 million dollars in revenue. We did 32 last year in 2020, so we have grown a lot and it's been a lot of change over the years, that's for sure.
Casey: Yeah, Kevin it sounds like the company has definitely come a long way in its inception. And what we are talking about today is its new technology you are going to be offering SideDrive Conveying. So I’d like to talk a little bit about what exactly is SideDrive Conveying and how does it differ from traditional conveyors?
New Technology: SideDrive Conveying
Casey: What is SideDrive Conveying and how is it different from traditional conveyors?
Kevin: Yeah, that's a good question, and I think the way to answer that is to talk about what most of the industry is doing, including NCC, and its traditional conveyors with end drives and sometimes center drives but in both cases the drive is directly underneath the belt and it engages with the bottom of the belt.
 Virtually any conveyor you are picturing right now, there are pulleys on the bottom side of the belt which drive the belt. So what SideDrive does is it drives from the side of the belt. That's a subtle change but it makes a big difference.
Virtually any conveyor you are picturing right now, there are pulleys on the bottom side of the belt which drive the belt. So what SideDrive does is it drives from the side of the belt. That's a subtle change but it makes a big difference.
The primary thing that it allows you to do is to put as many drives on the belt as you want or as you need. We call it enabling technology, which enables us to put multiple drives and then do different things with the conveyor configurations that you can't normally do with traditional end drives.
Sanitary Spiral Conveying Configurations for Unlimited Flexibility
Casey: What are some of those things you are able to do? You mentioned that the SideDrive gives you more flexibility, some more options but what are some examples of some of the things that SideDrive can do that traditional drive can’t?
Kevin: Yes, I knew you were going to ask that, I probably should have just gone right into it. The story essentially starts with plastic modular belting. Plastic modular belting is more or less the norm in food conveying. It's a combination of maintenance friendly, operator friendly. It tracks really well. It's relatively easy to design around; so it’s really the industry norm.
I think any conveyor manufacturer in the food business kind of defaults to plastic modular belting. When you get into plastic modular belting, straight conveyors you can run them more or less as you need to. Very rarely do you get into a situation where you are driving with too much power and the tensile strength is overloaded. But, very frequently with curved conveyors your tension on the belt is required by the belt just to move it, it is too much. That's what you are always fighting with Plastic Modular Belt conveyors that have curves.
What happens when you are driving a plastic modular belt around a curve the inside radius, the inside edge of the belt is getting pulled against normally something that is static. A ware strip or a rail of some type and that just drives a lot of friction, creates a lot of tension. A good way of thinking about that is if you took a piece of yarn and you wrapped it around your knee, you pulled it you would feel the heat, you would feel the friction. The harder you are pulling the worse that gets. So, if you were to lighten up on that yarn and drag it over no big deal but if you are carrying a lot of weight it gets that much harder and creates that much more of a burn.
The same things happen with the plastic modular belts. There are natural and inherent limitations with curves and plastic modular belts. There are different ways of dealing with that most having to do with reducing the friction. There are a couple of tried and true methods of doing that, but they all have their advantages and disadvantages.
The first one is (and really hard to do in a sanitary way) is putting bearings or bushings in either the rail or the belt itself or the chain itself (it's the same principle.) But, basically it prevents rolling friction versus static friction and that helps but it's just not clean. A lot of moving parts, a lot of nooks, not a lot of crevices that bearing grease doesn't necessarily withstand high wash down areas etc.
It's a good solution in certain circumstances but not necessarily when it's a sanitary situation. Another way of doing that particularly seen in spirals is by basically turning that inside ware strip with the belt. You see that with the large spirals, the turn along with the belt there by reducing the relative friction between the belt and the ware strip. The ware strip is moving with it. Like if your knee with the yarn example were turning with the yarn it wouldn't be as bad. Again, it works fine; it has some limitations, it's a big heavy cage, it's expensive to build, it's expensive to drive and super hard to clean inside of.
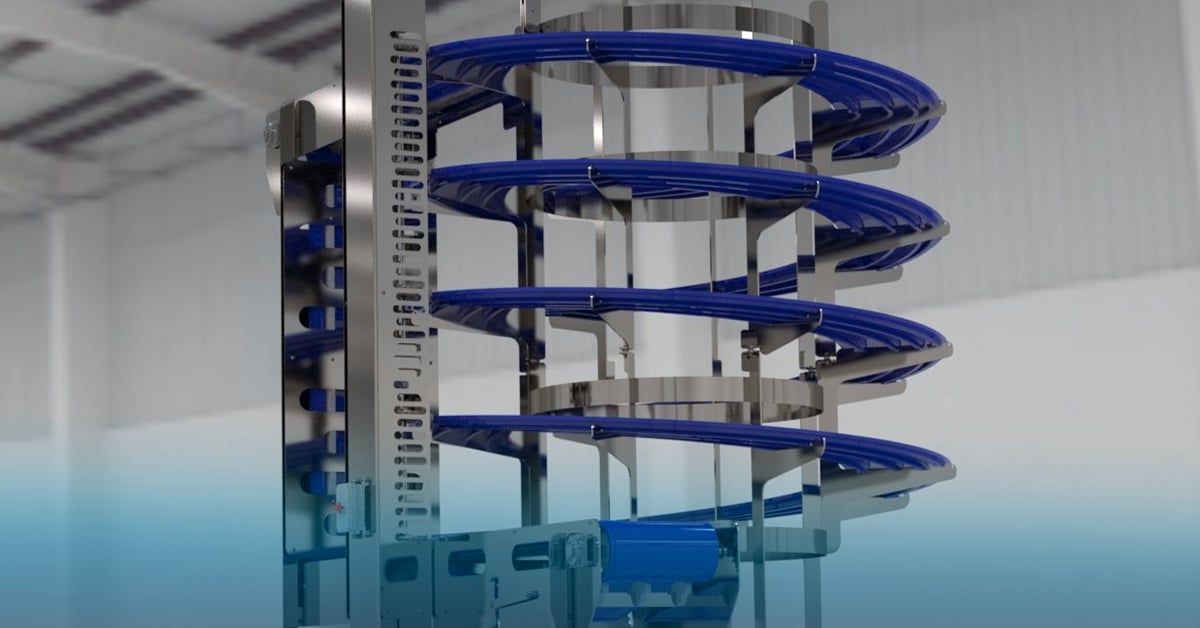
So, I wouldn't say they are issues, they are just limitations. It's a tried and true solution in the spiral industry. What SideDrive does is it takes a different approach by the nature of the fact that we are driving from the side we can drive it in as many places as we want. So you still have the tension, you still have the friction but the belt is no longer the weak link. Because we can drive it in as many places as we need to in order to get that belt to move without snapping.
 If you look at some of the sanitary aspects it's extremely clean, we have eliminated the cage which drops a lot of cost and just going back to the sanitary aspect trying to clean inside a cage or a drum is really challenging. In the inside of our spirals it's actually completely open. It creates a really nice situation and we also have additional flexibility because of the fact if you think about the cage, with that drum situation those spirals can really only turn one direction, because you can only have one cage practically. With the SideDrive we can turn in multiple directions and have what we call “complex end feeds” or “complex discharges.” It just opens the door to configurations that were not normally possible in a manner that happens to be extremely sanitary.
If you look at some of the sanitary aspects it's extremely clean, we have eliminated the cage which drops a lot of cost and just going back to the sanitary aspect trying to clean inside a cage or a drum is really challenging. In the inside of our spirals it's actually completely open. It creates a really nice situation and we also have additional flexibility because of the fact if you think about the cage, with that drum situation those spirals can really only turn one direction, because you can only have one cage practically. With the SideDrive we can turn in multiple directions and have what we call “complex end feeds” or “complex discharges.” It just opens the door to configurations that were not normally possible in a manner that happens to be extremely sanitary.
Improving the Typical Sanitary Conveyor Design for Spiral Conveyors
Casey: You mentioned something there that is so critical when it comes to conveyors which is the sanitary aspect and that’s such a big concern for food and beverage manufacturers because conveyors are one of those places where a lot of times you can have challenges with food getting caught or difficulty cleaning. It sounds like that was a big part of the design process of this was saying “How can we make this more sanitary than your traditional conveyors.” Is that accurate?
Kevin: Kind of, yeah. The number one HUGE, HUGE design criteria that we followed; I won’t say the SideDrive is more sanitary than a traditional conveyor, but it is a far more sanitary solution than the other methods of dealing with this friction and tension issue in the other circumstances. So, if you look at a traditional food grade straight hygienic conveyor, I won’t say it’s cleaner than that, but our SideDrive Conveyor is as clean as that is.
Now if you look at the other spiral types of configurations that are in the food world, we will say this is the most sanitary spiral in the world. It’s designed as sanitary as a traditional food grade hygienic straight conveyor.
It's extremely clean. This is one of the key principles here. We sought to design the most sanitary spiral in the world and we know what that means.
Our company was actually a spin off of Intralox when it was formed in 1986. The salesman that was working for Intralox recognized that they had a great product design for the food industry and there weren't a lot of conveyor manufacturers back at that time specializing in building conveyors that were designed for plastic modular belting. He saw a need for that in the market, he built a company around (at that time) USDA grade certified sanitary conveyor. By the way, they looked way different than they do today!
They are way cleaner today than they were back then. It was all square tube construction and there is just a lot, A LOT of things that were different.
In any case our company NCC Automated Systems has been built around the core strength of sanitary conveyors. They always have a huge focus on plastic modular conveyors let alone an incredible relationship with Intralox. So when we went to diversify our company and get into new markets, this was one of the things we thought was essentially an underserved technology.
What I mean by that is, there are companies that build this style of conveyor that utilize this technology, but it’s one of the million things that they do. What we sought out to do (and it’s no secret, it's our strategy but it’s no secret) is to specialize in it. We built a company specifically designed to maximize the benefits that this technology brings to bear.
Sanitary Spiral Conveyor Demands: Easier to Clean, Less Cleaning Time, Eliminate the Threat of Recalls & Guarantee Food Safety
Casey: It’s interesting that you put it that way. As a specific company dedicated to this technology because one of the things about conveyors is they have been around for a long time and food and beverage processors have their preferred conveyors, the ones they have used for a long time and are looking to when they need new conveyors. How do you kind of break through and say “okay, here are the applications and markets where this SideDrive Conveyor can really offer you not just sanitary benefits but also performance benefits as well.
Kevin: Yes, that’s a really good question. I think whenever you are working with an emerging technology there is an educational aspect that is required. Specifically with this technology. It's not going to work in most applications and it's very niche. When it works it will be a really good solution. The primary benefits if you start thinking about this, I keep feeding on sanitation but it’s so important.
It has a direct correlation to line up time, it has a direct correlation to labor effort required to do it. It has a direct correlation into the amount of water and chemicals used and the disposal cost. I haven't even touched on the biggest concern for our food customers and that is; what if there is a recall because it wasn't able to be cleaned well?
There is this evident trend of importance of food safety, basically this product checks all of those boxes in certain configurations because it's incredibly easy to clean. It’s a really good solution in that regard and if you look at other potential ways of driving belts in most situations you're kind of maxing out the belt tension when you are going around curves. You are only putting drives where you really need them.
What that ends up meaning is that you are stressing these belts out and at one drive all of the tension exists as opposed to kind of spreading out that load along the way. If we flip back and start thinking about products, one of the other benefits of utilizing this technology (which I haven't even mentioned yet) by the fact that we can put as many drives in this belt as we need to and we can create potentially unlimited length conveyors. You would ask, “okay, why would that make sense?” And really that is only going to make sense if you have a product that won’t handle a transfer well.
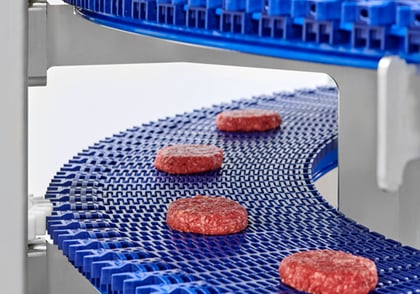
 An example could be pies that are curing. They are coming out of the filler. Everyone who has made pumpkin pie and you take it out and its total liquid and then it sits on the oven and cools over the next few hours before dinner and then all of a sudden it's not liquid any more. The same thing happens in food production areas for lots of different products.
An example could be pies that are curing. They are coming out of the filler. Everyone who has made pumpkin pie and you take it out and its total liquid and then it sits on the oven and cools over the next few hours before dinner and then all of a sudden it's not liquid any more. The same thing happens in food production areas for lots of different products.
If you can imagine that pie on a conveyor transferring from conveyor to conveyor when you need to do these end drives. You have to go off the end drive and on to the next conveyors. Usually some type of a bump with that pie and the liquid could kind rise up and crust up a little bit. It's a quality issue there. That may or may not be an issue.
Maybe some people like that look, maybe it looks homemade but they may not want it. So this could be a situation where we aren't going to have any transfers as long as you need it to cure would be a great way of doing it.
Cleaning Costs & Time: Traditional Spiral Conveyor vs. SideDrive’s Spiral Conveyor
Casey: You mentioned such an important aspect of this, which is that if your conveyor is down for cleaning, that means your line is down, which means you aren't making product, which means you aren't making money. That's such a big concern in food and beverage processors. It sounds like this technology, in the applications where it applies, it can offer some benefit there saying “Okay, it's not quite labor intensive and time intensive of a process to take this down for cleaning is it?
Kevin: Yeah, and that's a huge factor. I don't exactly know how to quantify that. You would almost have to clean two next to each other. But I think if you took a look at the open design of this compared to some of the other solutions particularly in spirals situations it's night and day.
If you can imagine a tree with barely any branches and completely open in between to clean that tree you can see everything, you can get around it, you can spray it. Thats easy and it’s quick. But if you can imagine what would be the opposite, maybe one of those circular hair brushes, let's say it had an open frame but it was still circular in the middle. And you are spraying around it and you somehow get inside but this thing is 15 feet tall, 15 feet wide, how do you get in there? It’s just challenging.
Now I don't mean to discourage traditional spiral technology, it is the norm. It's going to work in many, many, many cases and in some cases much better than SideDrive Technology. But in terms from a hygienic perspective it's a really good solution.
A More Conducive Way to Address Elevation Changes, Complex In-feed and Outfeed Points
Casey: What do you see as the main applications for this. You talked a couple times about how this isn't a one size fits all solution, but if a food and beverage processor comes to you and says we are interested in your technology, here’s what we do. “What are those things you are looking for to be able to say yes, this is definitely what you need?”
Kevin: A lot of it has to do with floor space and if someone needs to create an elevation change either going up or going down in a limited area. It's just going to be a natural solution to that. We are working with a pizza manufacturer right now, they had called us looking for essentially a traditional spiral conveyor, but the diameter of the spiral (or any spiral for that matter) wasn't going to fit in the area they had well without knocking down walls.
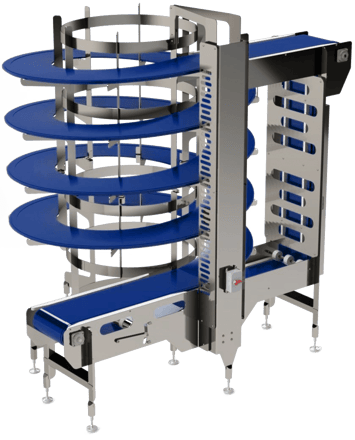
 That’s one of the limitations with a cage style spiral; it’s basically round and it’s round where it’s round. With the SideDrive Technology, we have the flexibility, we can design it to be whatever shape we need it to be. If you can imagine an oval like a racetrack, we are essentially building (people call them alpines, which are self contained) but it's basically an oblong spiral so you have curves and you have straights and you have curves and you're declining the whole way.
That’s one of the limitations with a cage style spiral; it’s basically round and it’s round where it’s round. With the SideDrive Technology, we have the flexibility, we can design it to be whatever shape we need it to be. If you can imagine an oval like a racetrack, we are essentially building (people call them alpines, which are self contained) but it's basically an oblong spiral so you have curves and you have straights and you have curves and you're declining the whole way.
We are building the equipment to fit the room. When someone is calling us, we are trying to understand what's your application? Do you really need it to be sanitary? If you don't we have partners that we work with to build non-sanitary types of spirals.
I keep hitting on spirals but it is the most common of applications, it’s not the only by far but 9/10 inquiries are some level of spiral based. Here is another one, we are working with a manufacturer and they have a cooling operation, it's not for the food industry, it's for the personal product industry. It needs to be cleaned, it needs to be stainless, doesn't necessarily need to be as clean as other applications but they said “hey, we have room for probably one spiral we would like to have two because we want more cooling time.”
So, we priced it with one spiral, we priced it with a second spiral and they were confused with what to do. Do we have enough space? Can we do this? It's not really a cost topic, it's just a space topic. So with our technology we can actually (in the same footprint) go up and come back down in the same spiral if you will. We go up and we do a little ‘P’ on the outside where we go outside and come and we go down the same exact footprint.
So what we have done is saved them all this space, we have kind of created two spirals in one. That’s one of the benefits and flexibility you get with a SideDrive. It’s highly, highly configurable to meet the customers needs.
Accommodating Floor Space Issues with Flexible, Modular Conveyor Designs
Casey: you mentioned something there about the footprint and the amount of space needed and that's a big concern for food and beverage manufacturers especially in legacy places like that where they have the space that they have and they can't just expand the building or expand the footprint of the production line. It sounds like this is a great solution for people who say “Okay, we need to overhaul this production line, but we don't really have room to expand. You come in and say, Well actually you can expand because you don't have to have your conveyor set up the same way it was before.
Kevin: Yeah, exactly! That’s it, it's been in the conveyor world my entire career. If it's not budget and it's not schedule, it’s space. Time, space and money on every project at least one of them is something you are working around sometimes all three. But, space is a topic and it's imperative to design around.
What the customer wants and you're always working with the tools you have. Some of them are flexible and configurable and modular in that regard and some of them aren't. And that's a function of whatever technology you're working with and one of the things we try to keep in mind as we designed this product. We have taken a really long time in our product development processes.
Casey: This has been going on for a while.
Kevin: Right, because we have designed it with modularities in mind, we have designed it with automation in mind, internal automation on our side, and sanitation.
Basically make it so we can quickly arrange it to the customers needs and then get it though engineering really quickly. And give us the ability to kind of put these lego pieces together in a way that’s probably going to be a little different with every project based on exactly what you are saying. In all these projects the engineers are working around what's already there. There are very few places that say “take as much space as you need, just let me know I’ll work around it.” That just doesn’t happen.
Casey: Yeah, that is sort of a dream scenario you just never get, is it?!
Kevin: Exactly, yeah. Sometimes in green field situations you get that, but still in all cases people are looking to conserve because there is always something you can do with that space. It's always if you can do something in a smaller footprint and in a more conducive envelope. That's always going to be a benefit in any situation whether it's in a new building, an expansion, or old.
Addressing Gentle Transfers and Limitless Length Modular Conveyor Builds
Casey: You have talked a couple of times about transfer-less long run conveyors. That’s an interesting term if you think about the conveyors in a traditional setting and all the different transfers and change over points and things like that. Can you talk a little bit about how you eliminate transfers and what benefits that provides?
Kevin: Yea, it's the same principle. First of all, what benefits does it provide? Whenever you are going off one conveyor onto another conveyor there is a gap. You can envision an end pulley, even if it's a small end pulley, you put two of those up together there is going to be a piece of pie in between or a wedge that is open air. Sometimes that's fine, it really depends on the product. If your product is large enough to bridge that gap before it reaches the center of gravity of the product; then you might not know it happened. But, on smaller products and/or bigger drives you get a bigger gap and on smaller drives you get a shorter distance between the edge of it and the center of gravity.
In many cases, there is going to be a time when there is a little bit of a bump. The bump, again, it might not be an issue. But if your product is sensitive to being jarred even a little during its cooling or its curing process, then you could have a problem with that. Again, a traditional conveyer, we built tons of them, there is nothing wrong with them, but you're going to have that end drive, you're going to have that gap.
With the SideDrive technology when I get to the point where I need a drive from a belt tension perspective; I can just add a drive there on the side of the conveyor to keep the belt going. I don't have to wrap it around that pulley and return it.
 So I can do it as many times as I want. I could theoretically build a conveyor from Pennsylvania to Chicago. It would just have a ton of drives, it would have no practical use at all. But there are going to be situations where it makes sense because products just cant be transferred because they just aren't in a state that they are transferable in or they are going to have some quality issues in the transfer process no matter what you do.
So I can do it as many times as I want. I could theoretically build a conveyor from Pennsylvania to Chicago. It would just have a ton of drives, it would have no practical use at all. But there are going to be situations where it makes sense because products just cant be transferred because they just aren't in a state that they are transferable in or they are going to have some quality issues in the transfer process no matter what you do.
Casey: it sounds like the big advantage here is being able to say “okay, you have these products that are kind of delicate or don't hold up very well with bumps and things like that and you can just take some of that out of the equation can’t you?
Kevin: That is exactly right. We have a customer who has a crab cake production facility. This is early on in the process but how do you transfer a crab cake, you just don’t right?! Every time you would try to transfer a crab cake from conveyor to conveyor you would have to go to great odds or great ends to try to really make that transfer perfect. No matter what you do, you are going to lose some product at that transfer. So with all that you want to minimize it as much as possible or even eliminate it.
Casey: In situations where you are dealing with a product that isn't quite as fragile, for example a container of ice cream or something like that; What is the advantage there to not have those transfers?
Kevin: In those situations, basically not having those transfers means you don't have those drives, which means you can create layouts that you couldn't otherwise do because you don't have the drive to design around. I mean you do, it's on the side but a traditional drive wraps around an end pulley and returns. So the frame of that is going to be whatever force that is 8 inches deep, and you have a turn belt and everything else, so by not having to contend with all that you're designing around half the depth of the conveyor. And by designing around half the depth of the conveyor, you can create different layouts that you couldn't otherwise.
Casey: So it gives you more flexibility in terms of how you build your conveyors and how you move things throughout your facility.
Kevin: Yes, that’s it. It’s basically when someone has a challenge to overcome, you have an additional tool in your tool bag based on this technology.
Casey: Well Kevin, this is all the time we have for today. It sounds like the SideDrive Conveyor is fascinating stuff and you have given us a lot of information here.
Kevin: Thank you, it's always fun, I'm super passionate about this product and this technology. We are excited to get it out there in every opportunity that we can and help our customers with some challenges they are currently dealing with.

Related Posts
Exploring SideDrive's Unique Conveyor Configuration with Food Engineering
When you think of conveyors, you think of conventional pulley-driven or drum-motor powered designs,...
SideDrive Launches to Solve Sanitary & Gentle Handling Challenges
First company to “exclusively” utilize edge-driven belt technology from Intralox for flexible and...
Unique Conveyor Designs for RTE Foods
Operating a RTE food processing plant has its obstacles! Floor space constraints are a big one. But...