
3 min read
Rapid Growth of Market Calls for Food-Safe Conveying Solutions
The frozen food industry is growing rapidly. In fact, according to a recent report by the American Frozen Food Institute (AFFI) and FMI – the Food Industry Association, frozen foods have been one of the fastest-growing categories since the COVID-19 pandemic began.* In 2020 alone, the report cites frozen food growth of +21% in U.S. dollars.
As we continue to see this market expand, ensuring the food safety and integrity of frozen products for consumers is of the utmost importance.
Edge-driven, drumless modular spiral conveyors are a hygienic solution for frozen products. They complement food safety plans and management systems such as HACCP and more.
We’ve narrowed down the top 5 benefits of using spiral conveyors for frozen foods. Read on to learn more!
Transport & Process Needs

The unique configurations possible with modular spiral conveyors allow them to handle transport and process needs dynamically. With modular, edge-driven spiral and transferless conveyors, you can:
- Move products up to and down from a
freezer gently - Move products up or down between floors without lifts or elevators, saving valuable floor space
- Transport goods from processing to packaging operations without transfers
In addition to helping with basic transport needs, modular spiral conveyor configurations allow you to optimize your frozen food production line based on your process needs.
They are ideal for when you need an instance of ‘time’ in your process to cool, cure or proof. This can help eliminate more complex and space-eating systems, including manual racking processes.
No matter your transport and process needs, fully customizable spiral conveyor solutions allow you to handle them with ease.

Flexibility
As demand for your frozen product increases, you’ll likely require more space. Automated conveying solutions with small footprints provide a food-safe way to optimize your existing space rather than expand it.
Modular sanitary conveying equipment is the ultimate flexible solution for your frozen food production line. Modular by design, SideDrive’s unique conveyor configurations allow you to maximize the potential of your existing production space. The small footprint saves space over traditional incline/decline or elevator systems.
The possibilities are truly endless when you choose a modular conveyor that is designed to fit the needs of your product and facility. There are infinite shapes and elevations possible, including oblong, alpine, and square turns to follow the perimeter of a room if needed.
Whether you need to retrofit an existing line or build one from scratch, SideDrive can design and configure a custom solution for your specific facility, no matter how challenging your layout may be.

Versatility
The diversity of frozen food products continues to grow as the market does.
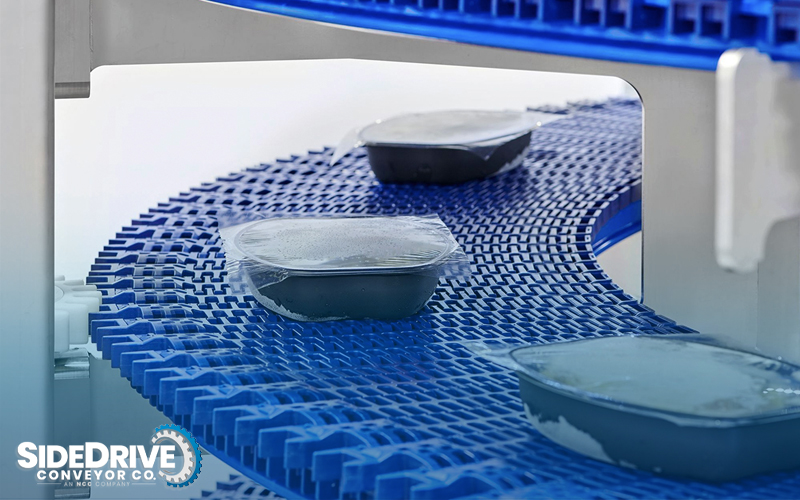
 Edge-driven conveyors offer optimum versatility for frozen foods. They can convey various types of packages, including raw/naked products (prior to the freezing process) as well as primary and secondary frozen food packages, such as:
Edge-driven conveyors offer optimum versatility for frozen foods. They can convey various types of packages, including raw/naked products (prior to the freezing process) as well as primary and secondary frozen food packages, such as:
- Naked frozen foods (prior to freezing) such as pizza, bread and finger foods
- Primary packaged products such as trays of frozen dinners, bags of fries, chicken nuggets, IQF vegetables, sandwiches and baked goods
- Secondary packaged products such as bags of single-serve individually wrapped frozen items and cartons of frozen dinners
Having the ability to convey these different packaging types allows for further optimization of production lines. So, as your business grows and you take on new product offerings, you can convey them on the same system.
Cleanability
Cleanability is essential to spiral conveying systems. If you can see it, you can clean it! SideDrive conveyors can be easily cleaned thanks to their simple design, smooth surfaces and food-safe materials. The open, drumless design of SideDrive hygienic spiral conveyors is beneficial for easy accessibility, cleaning and sanitation.
Unmatched hygienic features make washdown more effective. These features include:
- Food-safe materials from belting to stainless steel
- Sloped surfaces for easy run-off
- Cantilevered, stainless, open-frame design
- Plate frame structure easy for cleaning
- Hygienic feet
- Continuous welds to prevent harborage of bacteria
- Welded standoffs that separate parallel surfaces
- Solid UHMW wearstrips
Cost Savings
When your business is growing, it’s vital to protect your bottom line. Cost savings are yet another significant benefit of hygienic spiral conveyor systems.
Modular plastic belting driven by the edge helps manage belt tension, increasing the product life cycle of the system and its components. In turn, there is a reduction in maintenance and the labor required to perform it. Thanks to these cost-saving features, the overall total cost of ownership is lower than other spiral conveyor systems that might feature metal belting or drums.
When it comes to frozen food conveying, hygienic edge-driven spiral conveyors are the clear choice.

Related Posts
Defining Sanitary and Washdown Requirements for Spiral Conveyors
There are a few differences between sanitary and washdown conveyors that you need to consider when...
How to Keep Protein Spotless During Processing
Germs aren’t the only thing that contaminates food. There are many points in the food production...
How to Optimize Freezer Production with Flexible Conveying Solutions
Freezing food is a great way to keep it in its freshest state while ensuring food safety. After...