
3 min read

The best way to score brownie points with upper management in your food production plant is to limit the damage to every brownie you produce. This is true whether you deal with brownies, breadsticks, chocolate bars, donuts, sausage links, or any other type of unit handling or primary packaged product handling.
 Every reduction in the percentage of spoiled or damaged products when conveying and transferring primary packaged products or individual units of food will reduce waste and improve profit. So, to reach the ideal product yield, it is important to efficiently move product through the facility while limiting the number of rejected items for each run. Damaged goods are a major factor impacting overall equipment effectiveness (OEE).
Every reduction in the percentage of spoiled or damaged products when conveying and transferring primary packaged products or individual units of food will reduce waste and improve profit. So, to reach the ideal product yield, it is important to efficiently move product through the facility while limiting the number of rejected items for each run. Damaged goods are a major factor impacting overall equipment effectiveness (OEE).
Improving OEE means having the right conveying solutions, designs and layout of your facility. With a continuous, transferless, and highly configurable flexible conveyor design, you can maintain the required production quantities and eliminate transfers that often lead to product damage concerns. Here’s how.
Why Choose a Flexible Conveyor Design for Unit Handling and Primary Packaged Products?
A traditional conveyor-to-conveyor transfer can be the weakest link in your production process, especially when it’s a non-linear transfer or change of direction. Any products that are caught in the transfer could have to be removed manually, while even a gentle nudge against a fresh baked good could damage it beyond spec. If packaged, a damaged wrapper or scuffed container might not get past quality control and as a result, increase product reject and loss rates.
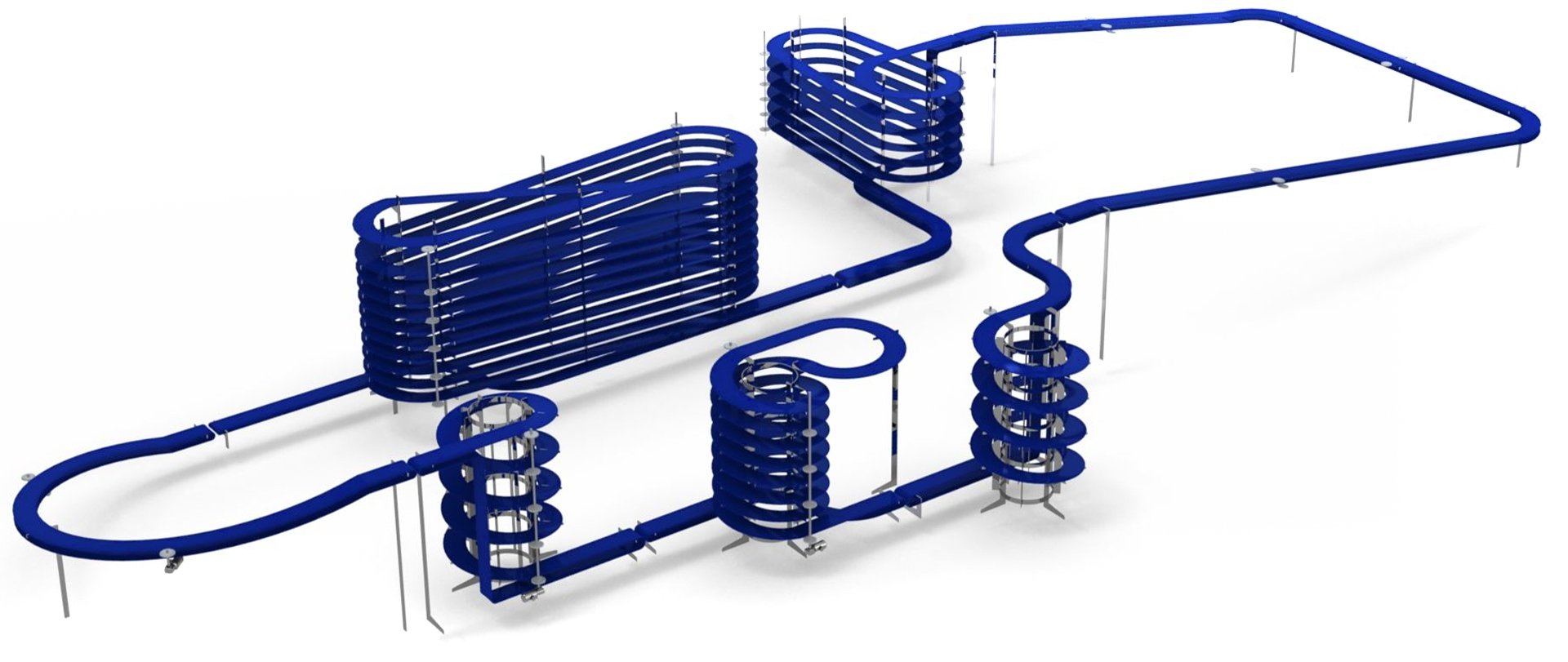
A flexible conveyor design using an open, modular, and continuous belt enables you to eliminate these transfers from your production line. It also provides all the turning, elevating, and dwelling capabilities you need to ensure you maintain product integrity throughout the process.
How a Side-Driven Conveyor Design Improves Conveying and Transferring at Your Facility
With a side-driven conveyor, you can eliminate the need for transfers by addressing belt tension along the entire conveyor. By adding additional drives at points where the tension becomes too high, you can maintain a smooth motion across the entire length of the conveyor. This continuous conveyor design can elevate items between stations and turn in any direction according to your facility’s current layout.
A side-driven conveyor design provides:
- Modular and flexible design that makes it possible to integrate with any existing food production machines like ovens, freezers, or packaging stations
- Improved OEE due to reduced maintenance costs and cleaning costs because they requiring fewer cleaning agents for sanitation
- A configurable system design that accommodates any type of food production and packaging application
 Using an Intralox 2700 series belt, the entire system can withstand the rigorous wash-down conditions required to maintain a sanitary production line. By also eliminating the need for transfers, you get a continuous flow of product through the production stages with gentle entries and discharges to all your machines.
Using an Intralox 2700 series belt, the entire system can withstand the rigorous wash-down conditions required to maintain a sanitary production line. By also eliminating the need for transfers, you get a continuous flow of product through the production stages with gentle entries and discharges to all your machines.
Optimize Your Conveyor System Design Today
At SideDrive Conveyor Co., we work with customers that need to optimize their entire food production and handling conveyor system for reduced product damage. Our conveyors can integrate with the rest of your production equipment without increasing the footprint of the overall system.
With a continuous flow of products, you can increase the efficiency of the plant by gently moving items through each stage of the food processing and packaging processes. It’s also the most sanitary conveyor design in the industry, helping to maximize OEE while maintaining product integrity at every step.
Start earning some extra brownie points with a primary packaging product and unit handling conveyor design from SideDrive Conveyor Co. today.

Related Posts
Eliminating Conveyor Transfers for Frozen Pizzas Can Significantly Reduce Product Loss
The frozen pizza industry is a booming market. Keeping up with the demand means producers are...
Evaluate and Maximize OEE For Spiral Conveyor Systems
Improve your overall production line and the efficiency of conveying products with SideDrive’s ...
Cost-Effective and Compact Spiral Conveyors for Dairy Products
The spiral conveyor you choose to use for your dairy products has an enormous impact on your...