
3 min read
In 2019, there were 124 recalls by the United States Department of Agriculture (USDA). These food recalls involved 20,427,455 pounds of goods. Some of the leading causes of food recalls include undeclared allergens, the presence of foreign materials, and the presence of pathogens such as Salmonella and Listeria.
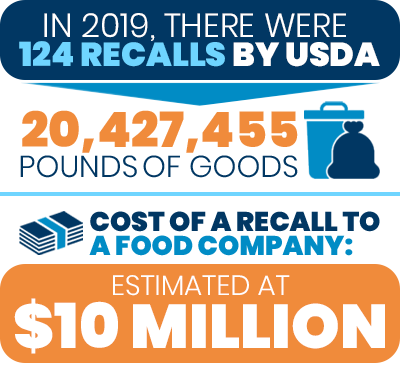 Food recalls are initiated by producers, sellers, or government agencies when there’s enough reason to believe that specific food products may make consumers sick. Beyond being a public health issue, the cost of a recall to a food company is staggering, estimated at $10 million in direct costs, including lost sales, brand damage, and press activities, among other expenses.
Food recalls are initiated by producers, sellers, or government agencies when there’s enough reason to believe that specific food products may make consumers sick. Beyond being a public health issue, the cost of a recall to a food company is staggering, estimated at $10 million in direct costs, including lost sales, brand damage, and press activities, among other expenses.
The two faces of food recall (safety and cost) put the importance of hygienic conveyors in the spotlight, and highlight the challenges of cleaning traditional conveyor systems, especially hard to clean systems like Spiral Conveyors. So, how can you ensure product safety and avoid economic losses with your RTE food application?
What are Important Considerations When Conveying RTE Food Applications?
 If you are in the food manufacturing business and operating a frozen food processing plant, it is important to select the best conveyor for your application. Whether you opt for a spiral cooling conveyor or a vertical conveyor design, below are some of the things you need to consider so you enjoy not only the optimal performance, but sanitary benefits as well:
If you are in the food manufacturing business and operating a frozen food processing plant, it is important to select the best conveyor for your application. Whether you opt for a spiral cooling conveyor or a vertical conveyor design, below are some of the things you need to consider so you enjoy not only the optimal performance, but sanitary benefits as well:
Efficient in Quickly and Delicately Transporting Food
Time is of the essence for frozen food manufacturing companies. The goal is to achieve the perfect balance between speed and quality. From processing and packaging frozen dinners, frozen pizza, frozen beef foods, frozen chicken food products, or frozen vegetables products, everything must be perfectly timed so you can achieve your production goals.
Advantageous Use of Space
 When you do not have a spacious production area (like most!), it is important to make sure that the conveyor is configured to meet your needs. Between cage / drum driven spiral conveyors and sanitary spiral conveyors using SideDrive Technology, side driven technology offers significantly more flexibility and can be configured in practically any shape. With a P-loop spiral design, you are able to achieve a small footprint without compromising the amount of belt you need for an efficient production line.
When you do not have a spacious production area (like most!), it is important to make sure that the conveyor is configured to meet your needs. Between cage / drum driven spiral conveyors and sanitary spiral conveyors using SideDrive Technology, side driven technology offers significantly more flexibility and can be configured in practically any shape. With a P-loop spiral design, you are able to achieve a small footprint without compromising the amount of belt you need for an efficient production line.
Why is SideDrive’s Spiral Conveyor Solution Right for RTE Food Applications?
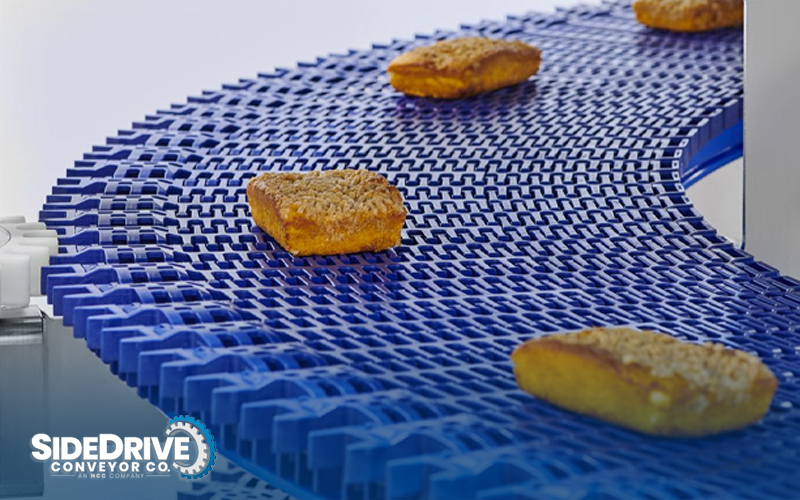
SideDrive Conveyor Co.’s spiral conveyors offer a game-changing edge-driven technology that allows for a fast but smooth belt motion even when going up, down, or at turns or curves. It is perfect if your production line involves direct food contact, packaged frozen food products, pastries, frozen foods, and more. Here are their advantages compared to the traditional spiral conveyors:
Innovative Design Paves the Way for High-Level Sanitation
Because of its open design, there are minimal harborage points, unlike a traditional spiral conveyor with drums and cages that are hard to clean behind. This keeps the line clean and lowers the risk of contamination. There are also no metal parts used in building SideDrive’s belting so no lubrication is required and no risk of metal shavings.
SideDrive Conveyor Co.’s Transferless Solution
Unlike a traditional conveyor system, ours has an expanding and contracting plastic modular belting system that helps protect fragile products by eliminating transfers, creating a smooth effortless motion. When conveying products such as frozen pizza, pastries, and produce during the different processing stages, common issues include breakage, proper curing and tearing packaging. Our transferless solutions enable long-run continuous conveyors with the ability to turn, cure, or take on inclines with reliable, elegant transport. The smooth motion helps reduce spills, product breaks & damaged packaging from start to finish on the production line.
Better Product Quality and Eliminate Threat of Recall
Food safety risk is also significantly improved since our spiral conveyors are much easier to clean than traditional spirals and conveyors. Our sanitary spiral conveyor was engineered to withstand repeated cleaning and high-pressure washdowns. This dramatically lowers the threat of food contamination that will lead to recall.
Do You Need a Sanitary Spiral Conveyor Solution?
If you are in the RTE foods industry, SideDrive Conveyor Co. offers solutions to streamline your production.
Contact us today to discuss the best conveyor design that can help bring your business to the next level.

Related Posts
Eliminating Conveyor Transfers for Frozen Pizzas Can Significantly Reduce Product Loss
The frozen pizza industry is a booming market. Keeping up with the demand means producers are...
Expanding Production: Spiral Conveyor Solutions for Food Manufacturers
The food manufacturing industry continues to grow steadily as consumers prefer greater convenience...
Gentle but Quick Conveying and Transferring of Unit Handling and Primary Packaged Products
The best way to score brownie points with upper management in your food production plant is to...