
3 min read

When you must maintain the productivity of your bakery operations across multiple facilities, standardizing the system layouts is non-negotiable. Equipment reliability and operational efficiency suffer if you opt for an “or equal” approach to equipment purchasing in your maintenance, repair, and operations (MRO) strategy.
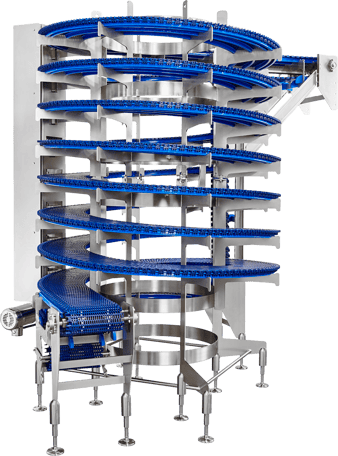
A standardized spiral conveyor solution that fits neatly into every facility and enables transferless, continuous movement of products throughout the plant helps maximize throughput with failure-free operations under steady-state, uninterrupted conditions.
 SideDrive Conveyor Co. has modular designs for spiral conveyors that cool, cure, and proof products without the need for complex racking systems. Standardization promotes dependability, repeatability, reliability, and interoperability in your production processes. Our spiral, sanitary conveyor designs will be the secret ingredient that maximizes profitability, reduces operational complexity, and increases Overall Equipment Effectiveness (OEE) for all bakery operations.
SideDrive Conveyor Co. has modular designs for spiral conveyors that cool, cure, and proof products without the need for complex racking systems. Standardization promotes dependability, repeatability, reliability, and interoperability in your production processes. Our spiral, sanitary conveyor designs will be the secret ingredient that maximizes profitability, reduces operational complexity, and increases Overall Equipment Effectiveness (OEE) for all bakery operations.
How a Standardized Spiral Conveyor Design Improves Operational Efficiency
Corporate engineers have to work closely with plant managers to boost uptimes, reduce sanitation costs, and optimize facility layouts. Standardizing the MRO strategy for all facilities will determine the overall operational efficiency of the company.
Using a standard spiral conveyor layout will:
 Reduce the effort required for operator training
Reduce the effort required for operator training- Improve maintenance by centralizing spare parts purchasing and storage
- Support the interoperability of system integrations with processing cells
- Share knowledge across locations to benefit all bakery operations
- Increase resource utilization between facilities without retraining staff
Establishing commonality in your bakery operations starts with a flexible spiral conveyor solution. SideDrive Conveyor Co. uses edge-driven, spiral conveyors to design a continuous solution that efficiently elevates, lowers, or transfers products between your process stages.
Why a Sanitary Spiral Bakery Conveyor Design Is Key
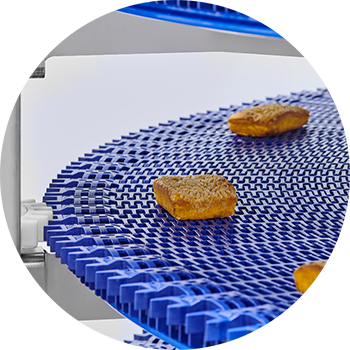
Optimizing the use of space in each facility requires an innovative spiral conveyor design that remains flexible enough to support your different bakery applications. SideDrive uses USDA-approved food-safe materials with an open frame construction to increase product safety and reduce the risk of contamination throughout the line.
 The system design is open, simple, and accessible. Improved accessibility shortens your maintenance cycles while sanitation crews can reach all of the areas where product contamination remains a concern. You can also eliminate cross-contamination for products that contain allergens. Usually, you would have to create a dedicated line to prevent residues from an ingredient like peanuts from compromising another product.
The system design is open, simple, and accessible. Improved accessibility shortens your maintenance cycles while sanitation crews can reach all of the areas where product contamination remains a concern. You can also eliminate cross-contamination for products that contain allergens. Usually, you would have to create a dedicated line to prevent residues from an ingredient like peanuts from compromising another product.
The plastic belting and stainless-steel construction ensure you can properly sanitize the line for different product runs. This is possible because:
- We use plastic belting that is easy to clean and suitable for high-pressure wash-downs
- There is no lubrication required on the parts or metal-to-metal friction on the line
- The edge-driven belt reduces wear on the components by maintaining tension wherever needed
- You have endless configurations available to match your facility layout and processing equipment
Improve Corporate Performance with Standardized Conveying Technologies from SideDrive Conveyor Co.
Standardized bakery conveyor technologies from SideDrive Conveyor Co. enable you to shorten the time to market for each product run and improve product quality across your operations. You can reduce the change failure rate (CFR) with consistent technology selection and reduce your mean time to restore (MTTR) if you encounter any issues during production. SideDrive Conveyor Co. will assist you with designing a standardized facility layout for all your bakery locations.
For corporate engineers that want to create an optimized bakery conveyor system across multiple locations, talk to one of our application experts at SideDrive Conveyor Co. today.

Related Posts
Long Line, Sanitary Food-Grade Conveyors: Eliminate Transfers with a Continuous Conveyor Design
Gentle, Flexible, Sanitary. If these words don’t spring to mind when describing your food-grade...
SPIRAL CONVEYOR CONSIDERATIONS: SURFACE FINISH, WELD QUALITY, BELTS AND DRIVES
Maintaining a sanitary food production line requires additional design considerations to remain...
TechTalk with Tony Maniscalco, SideDrive Conveyor Co.
Joanie Spencer, editor-in-chief of Commercial Baking, talks with Tony Maniscalco, business unit...